隨著技術(shù)的發(fā)展,工業(yè)自動化程度越來越高����。線徑作為線材和線纜電纜產(chǎn)品的一個重要參數(shù)指標����,對其用卡尺進行手工測量的傳統(tǒng)方法已經(jīng)無法滿足現(xiàn)代工業(yè)自動化的要求。
目前�,國內(nèi)外常采用激光掃描式傳感器進行線徑檢測���,但是這種方法的重復性會受到測頭馬達的高溫及振動的影響�����,另外馬達有速度的限制�����,并且會產(chǎn)生高熱�,以致降低使用壽命��。
線陣CCD�����,作為一種高靈敏度光電傳感器,它像元尺 寸小��,幾何精度高���,配以適當?shù)墓鈱W系統(tǒng)�,可獲得很高 的空間分辨率,在工業(yè)非接觸檢測和控制中會有廣泛的應用前景��。而光電測徑儀就是配以遠心平行光源進行在線檢測線徑的設(shè)備���。
為了更適應與軋制生產(chǎn)現(xiàn)場,光電測徑儀采用了以下技術(shù)及器件�����。
(1) 該系統(tǒng)采用CCD成像法和連續(xù)平均值測量�����,克服了傳統(tǒng)的光束掃描測法無法連續(xù)測量的缺點����, CCD光電測徑儀更適合動態(tài)物體的檢測���,光電測徑儀引入電子快門技術(shù)�,采用高頻測量系統(tǒng)�,使其能實時不間斷的得到被測線徑尺寸,實現(xiàn)連續(xù)測量�����。
(2) 遠心平行光源的點光源亮度可達到120~130lm(約合50000mcd),并且為固定波長520nm的綠色光源�����,同時在測頭內(nèi)采用濾光鏡片�����,防止外界雜光����、自然光、燈光等等對測量的干擾�����,提高系統(tǒng)的測量可靠性�。
(3) 在線檢測,往往面臨著軋材抖動對測量結(jié)果影響的難題�,為此光電測徑儀通過采用亮度在50000mcd以上的進口LED光源,并引入電子快門技術(shù)�����,將測頭的曝光時間縮短到了100微秒�����。解決了被測物抖動時的虛影現(xiàn)象��。同時在電路系統(tǒng)中采用了光源—信號采集單元脈沖同步��、多路采集同步、信號采集—通訊傳輸同步等多項同步技術(shù)��,解決了抖動誤差���。
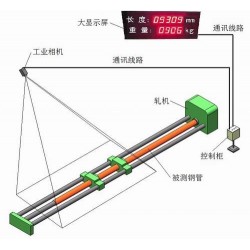
(4) 光電測徑儀屬于自動檢測設(shè)備��,因此無需工作人員實時看管��,為了實時得知生產(chǎn)中的不合格產(chǎn)品�����,設(shè)計了超差聲光提醒系統(tǒng)��,當生產(chǎn)中的尺寸超過上下限值時���,聲光提醒系統(tǒng)啟動����,同時顯示屏上顯示超差數(shù)值���。
(5) 為了得到更高質(zhì)量的軋材,在生產(chǎn)中就要對軋材的線徑尺寸進行控制���,光電測徑儀采用PID控制系統(tǒng),可對接多種外接設(shè)備���,形成閉環(huán)控制。從而實現(xiàn)線徑尺寸的實時控制�����。
(6) 當然為了更準確的得到軋材的整體尺寸,數(shù)據(jù)存儲也是必不可少的�,光電測徑儀具有RS422/RS485通信接口,可將數(shù)據(jù)傳輸?shù)接嬎銠C上進行存儲��,便于對整體數(shù)據(jù)進行分析���,同時也可作為出廠依據(jù)使用�。














{kind=link}